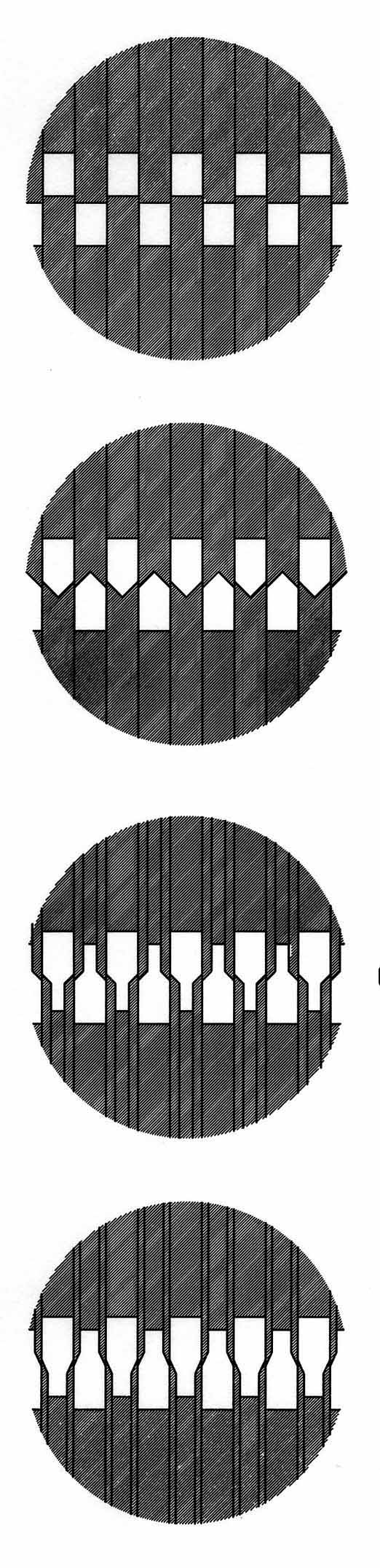
| 包丁歯の誕生まで |
|
角歯
M歯
薄歯
(面取歯)
包丁歯
|
角歯の切刃を長期間使用していると 刃の角がダレて 麺線の切り口が
汚くなってきます
M歯は 刃の角を鋭利にすれば 麺線の切り口が少しでもきれいになるのでは
との発想から生まれたもののようです
M歯の機械加工は ちょうどM歯の反転の形状の “姿バイト”で切削しますが
こういう形状の姿バイトは 切り屑の “逃げ”が悪く バイトがすぐへたって
しまいます
そこで 切り屑の逃げ場として 先に細い溝(捨て溝)を削ってから
刃先を鋭角に面取りする という加工方法が採られるようになりました
これが 「薄歯」と呼ばれるもので 当社ではこれを 「面取り歯」と呼んで
います
包丁歯は 薄歯の “捨て溝”の幅を広く取って 歯の厚みを細くし
面取り角度を さらに鋭角にしたものです
|
| どんなふうに包丁歯で麺線ができるのか |
〔図①〕のように 麺帯が切刃に喰い込まれ出す位置Aから 包丁歯の
シャープエッジが麺帯に喰い込み始め それが剪断のきっかけとなって
スムースな剪断面を形成しながら 頭点位置付近では 一本置きに完全に
分かれた麺線となります
そして カスリで溝から剥がされ 一本飛びの二列の麺線束となって
切刃から出てくると考えられます
このように包丁歯においても 本質的には 角歯と同じ「剪断」のイメージで
麺線が形成されるのです
包丁歯では 麺帯を喰い込むピンチ力は 角歯よりも弱く 切刃の周速が
麺帯速度より速いと 刃先部分でスリップが生じ 麺屑が多く発生する場合が
あります
このような時は 切刃の回転数を落として 仕上ロールと切刃間で 麺帯が
引っ張られないようにすると 麺屑の発生が抑えられます
|
|
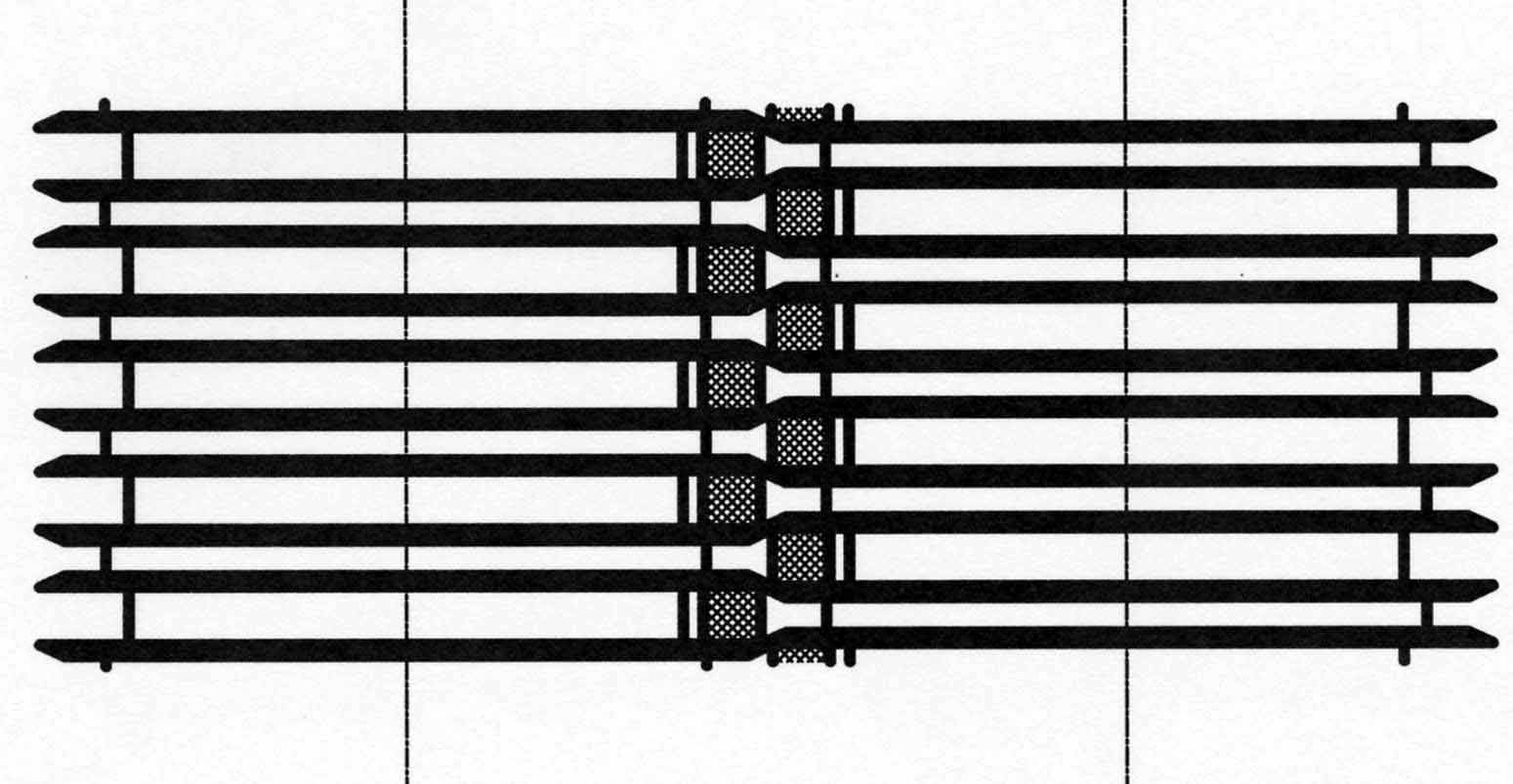
| もうひとつの包丁歯 |
刃先が両刃(両面面取り)で 先端が突合せ状態の包丁歯〔図②〕も
市販されていますが 麺線の離れが悪く また 追い込み調整が効かない
欠点があります
|
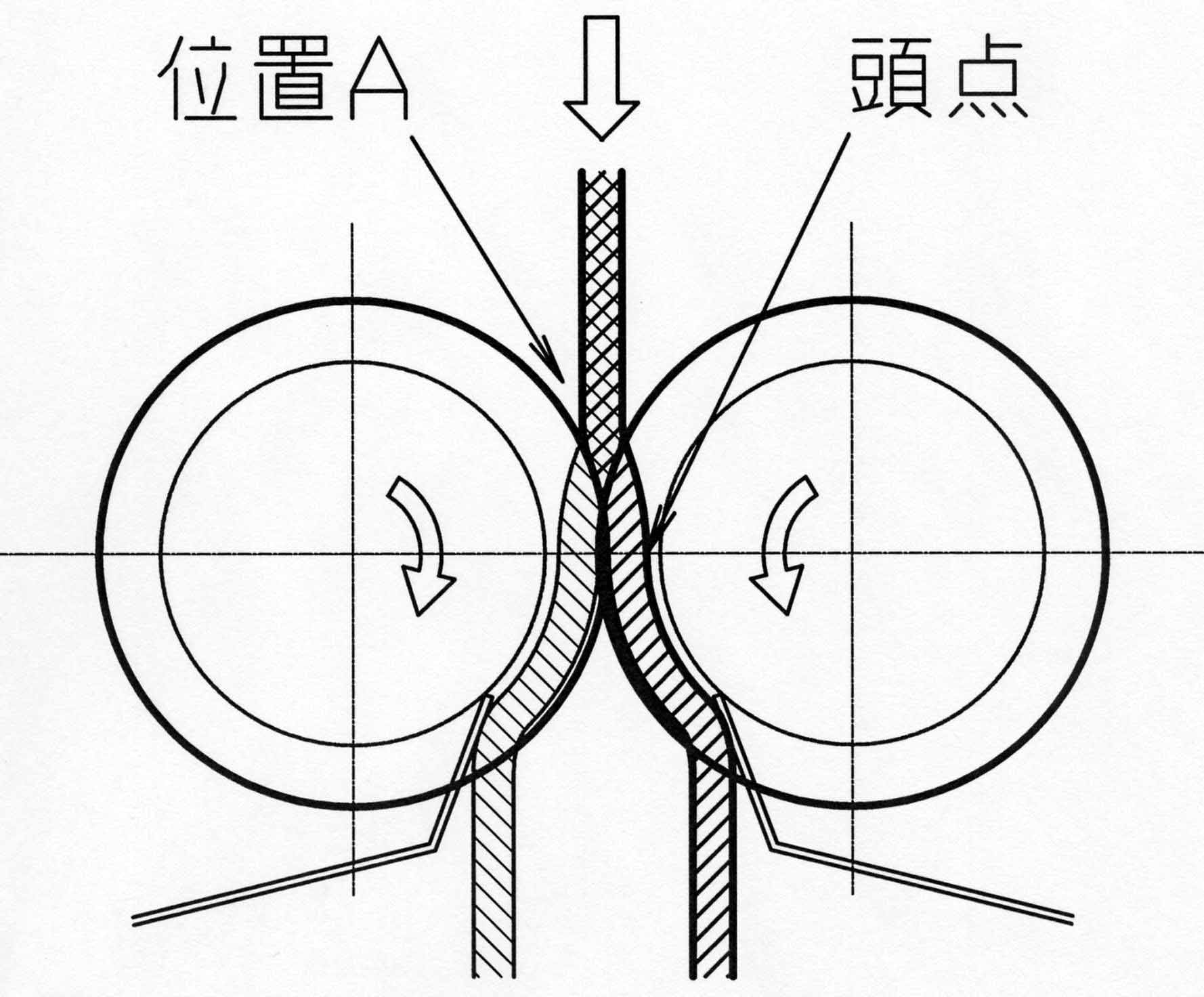
〔図①〕 |

〔図②〕突合せ両刃包丁歯 |
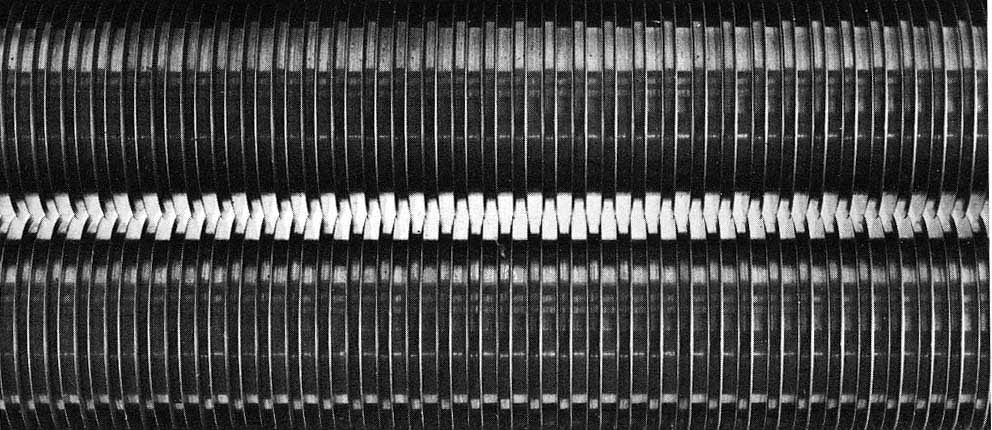
当社製包丁
(刃先が互いに噛合っている) |
頭点位置での麺線の様子 |
